
A252 Gr.2/Gr.3 steel pipe and pipe end machining
Home >
-
API steel pipe
- API steel pipe
- API steel casing pipe
- Casing and Tubing
- API drill pipe
- API5L steel pipe
- Oil pipeline
-
Carbon steel pipe
- Carbon steel pipe
- Welded steel Pipe
- seamless carbon steel pipe
- Petroleum Casing Pipe
-
Alloy steel pipe
- astm a 335 gr p22
- alloy steel pipe l555
- 25crmo4 alloy steel pipe
- alloy pipe a335 p11

One of the Top 500 enterprises in China foreign trade
QCCO was approved as a member of “China Association for Contracting Projects Abroad “and granted a membership certificate on Sep 28,2005; “Credibility Rating AAA certificate in Foreign Trade” was granted to QCCO by China Shippers’ Association
ASTM A252 Gr.2/Gr.3 ASTM structure steel pipe

O.D : 18" - 56" ( 457.2 = 1422.2mm)
W.T : 0.312" - 2" (7.92 - 50.8mm)
Unit Lenght: 5 - 12.3 meter
Standard: API 5L PSL1/ PSL2, API 2B, EN10219, ASTM A671 CL13, ASTM A672 CL13, ASTM A252 etc.
Steel Grade:
API 5L:Gr.B, X42,X52,X60,X65,X70,X80,
API 2B: 2H, 2W
EN10219: S275JRH,S275J0H,S275J2H,S355JRH,S355J0H,S355J2H
A671/A672 CL10-CL13:CA55,B65,B70,C70
ASTM A252: GR.2/GR.3,
Produce Ability: 150,000 MT Per Year
Sizing threading pipe ends, thickened, strengthening heat treatment, chamfering processes.
The tube end threading referred threading pipe end. Steel pipe steel pipe production plants, the single root length is usually less than 14m, the length of military service of some steel pipes often greatly exceeds this length. Geological drilling and oil drilling, drilling depth is usually above 1000m depths up to 7000m; pipelines used to transport oil, natural gas, water, alkalis, mineral several kilometers or even hundreds of kilometers. To do this, you need threaded steel pipe at both ends of the car, using the corresponding couplings (take over) the steel pipe linking. Threaded connections required to connect a high strength, good air tightness, in order to prevent leakage of pipe rupture and conveying media. In order to meet the needs of a variety of purposes, the world has been developed various forms of thread, but mainly of the following three kinds:
(1) dome triangular thread. Which is characterized by simple thread processing. But threaded uneven force and deformation of the connection strength alone threaded side seal, the sealing performance is poor. (2) Buttress (Butler Gonzalez) thread. Its characteristic is that the threads of high precision, high processing requirements, the connection strength is high; rely on thread sides and top of the pinch seal, the sealing performance is relatively high. (3) Direct Connect type connecting thread. Its characteristics do not take over the pipe end needs thickening, male thread one end of the car, the other end of the car threaded processing more difficult. High precision threaded connection strength; rely on the top surface and a side sealing, good sealing performance.
Machining of pipe ends in car silk former usually through include: pipe cutting cars cylindrical boring, chamfering and face machining. These processes are generally once a dedicated threading machine, and some can also be completed on the two machines. In order to ensure the thread size to meet the standard requirements, oil drilling pipe end threaded tube factory need to use a variety of instruments to stringent testing, test items, including pitch, tooth height, tooth, thread length, taper, close moments.
Pipe end sizing purpose is to reduce pipe ovality, to ensure the dimensional accuracy after the steel tube machining, mainly used in the oil casing. Black leather buckle end sizing sleeve end car wire (to remain tainted the the cars surface of the threaded) a small number, can improve the finished product rate.
End-of-pipe sizing cold deformation process, sizing flaring punch and punch flaring + sizing ring compression two. Punch enlarged diameter is reduced when the the pipe ovality effects depends largely on the degree of uniformity of the pipe wall thickness. Such as cycle-type pipe rolling mill rolling steel pipe wall thickness is not compared with serious hot-rolled tubes (see a cycle tube mill tube rolling), after flaring punch, deterioration in the quality of the surface of the pipe end. Therefore, in order to eliminate the uneven wall thickness and reduced pipe ovality punch radially enlarged + sizing ring compression method, should be used. The tube end not only elastically deformed due to the cold sizing, but also a small amount of plastic deformation appears. After sizing, the enlarged diameter with the non-enlarged diameter of the transition zone, there may be different levels of residual stress caused by internal and external surface scratches due to the punch and the sizing ring may also occur, resulting in slight stress corrosion phenomena. Therefore should try to improve the accuracy of the size of the hot-rolled steel, to avoid the use of the pipe end sizing method.
The pipe end upsetting for oil pipe and geological tube. Tube end car silk wall thinning, threaded connection part has become the weak link of the entire strength. In order to improve the intensity of the portion of the threaded connection, the pipe end thickening of the method to increase the tube end wall thickness. In addition, the drill pipe (tube) to use more tube end tool butt welding connection, weld and heat affected zone is the strength of the weak link. In order to improve the strength of the weld zone, generally thickened pipe end. Pipe end upsetting the form within thickened external upset, and internal and external thickening.
Steel pipe thickening process: heating pipe end (seam furnace or induction heater) → thickened (horizontal forging machine or hydraulic forging machine) → cooling → check. Different amount of compression, the number of heating used according to the tube size is thickened, the thickened form and thickened and thickened passes not the same, and once heated once thickened or once heated secondary thickening. The overall heat treatment in order to eliminate the uneven performance of the thickening caused the thickened end of the tube, steel pipe usually thickened. Pipe end upsetting process parameters: the thicker pipe end before heating temperature t beginning , thickened end tube-side temperature t final deformed length L and pipe end end :
t start = A c3 + (400-450) ℃ t end = A, r3 + (40-80) ℃ L end = (1.05-1.10) L
Where L is the length from the theoretical deformation.
The failure of the drill pipe in the use of the process appears in the thickened end with the transition region of the tube body, therefore, the size of the transition zone is critical.
Tube end strengthening heat treatment by the heat treatment so that the intensity of the portion of the tube end threading strength of a level higher than the tube body. The tube ends strengthening heat treatment process includes heating pipe end quenching (media, such as compressed air, mist) and tempering.
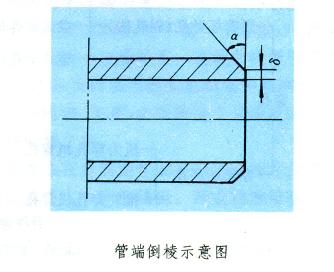
The pipe end is chamfered for conveying mineral, gas, oil, water and the like media pipeline, usually by a root of steel tubes welded together. Exterior angle of the pipe ends for easy welding pipe between the need for chamfering (see figure). Α angle and blunt edge ζ value different according to the different uses of steel pipe, generally α = 30 . . To ensure that the pipe end is chamfered α and ζ precise size, the pipe is not round and uneven wall thickness as small as possible. Steel Pipe Plant in the processing of end-of-pipe, tube end chamfering and steel pipe is cut on the same machine. International advanced pipe cutting machine chamfering. Oil pipe coupling processing in a specialized machine tools, and other processes except coupling material cut to length cut with the end-of-pipe similar processing.
A252 Gr.2/Gr.3 structure steel pipe Usage:
Applicable to the general structure, mechanical structure, Low, medium and high pressure boiler,
transportation for gas, water, oil and natural gas, tubes for heat exchanger and chemical fertilizer
equipments, for hydraul hydraulic pillar service etc..
Heat treatment:
Annealed: Bright annealed,Spheroidize annealed, Normalized, Stress relieved,
Cold finished, Quenched and Tempered
Delivery Condition:
BKS, NBK, BK, BKW, GBK(+A), NBK(+N), BK(+C)
上一篇:Cold rolling and drawing of pipe
下一篇:Seamless steel pipe cold drawn cold rolled pass calculation

