
Cold rolling and drawing of pipe
Home >
-
API steel pipe
- API steel pipe
- API steel casing pipe
- Casing and Tubing
- API drill pipe
- API5L steel pipe
- Oil pipeline
-
Carbon steel pipe
- Carbon steel pipe
- Welded steel Pipe
- seamless carbon steel pipe
- Petroleum Casing Pipe
-
Alloy steel pipe
- astm a 335 gr p22
- alloy steel pipe l555
- 25crmo4 alloy steel pipe
- alloy pipe a335 p11

One of the Top 500 enterprises in China foreign trade
QCCO was approved as a member of “China Association for Contracting Projects Abroad “and granted a membership certificate on Sep 28,2005; “Credibility Rating AAA certificate in Foreign Trade” was granted to QCCO by China Shippers’ Association
Pipe rolling and drawing on the cold working at room temperature in the cold-rolled cold drawn tube unit belonging to the depth of processing of hot-rolled tubes (including hot extrusion of tubing) and welded pipe. It can be obtained diameter smaller, thinner wall thickness, the higher dimensional accuracy, lower surface roughness and a better performance as well as a variety of cross-sectional shape of the pipe. Cold drawing method can produce 0.2 ~ 765mm diameter and wall thickness of 0.015 ~ 50mm pipe. 4 ~ 450mm diameter and wall thickness of 0.03 ~ 35mm pipe can be produced by cold rolling method.
Cold-drawn and cold-rolled compared the advantages of cold rolling pass large deformation processing pass, short production cycle, and metal consumption. The drawback is that the tool manufacturing more difficult, change specifications inconvenient. Poor production flexibility, high investment in equipment and maintenance more complex; due to the cycle rolling, rolling a long time, lower productivity, high energy consumption. Cold drawn the advantage of higher productivity, production variable specifications than the convenience, flexibility, simple equipment and tools manufacturing; drawback is the small amount of pass deformation processing passes, long production cycle, metal consumption.
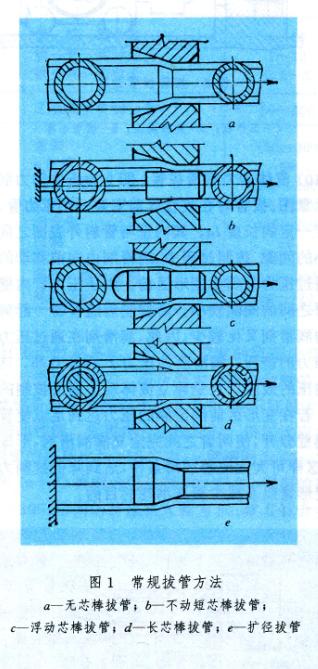
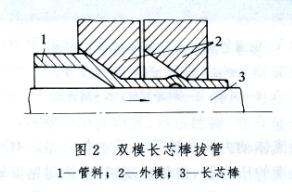
The cold drawn pipe for drawing pipes of various conventional method shown in Figure 1. (1) without mandrel extubation used only to reduce the outside diameter of pipe. (2) fixed the short mandrel extubation for at the same time reduce the pipe diameter and wall thickness; due to the amount of mandrel fixed, and the use of the fixed outer mold frictional resistance force drawing pass deformation small; advantage of drawing method is simple, it is widely used. (3) floating mandrel extubation, commonly used in the roll extubation, can produce long tube (100m). The floating mandrel for drawing drawing force is small, can increase the amount of deformation of the pass, with mandrel for drawing a very small diameter tube; since there is no limit of the Tie. (4) long mandrel extubation, the mandrel to move together with the tube extubation basically eliminate the frictional resistance of the core pampered, and thus reduce the drawing force and increase the amount of deformation of the pass; mandrel movement also reduces the tube surface roughness; the long mandrel extubation shortcomings mandrel demanding, and pull off the stick. Off the stick of the method, there are two: one is on the tube and mandrel slant mill exhibition rolling, pipe a small amount of flaring after rod withdrawal machine on the mandrel extraction; Another is the use of dual-pull system to Balloting mandrel in front of the enlarged diameter (Figure 2), after a mold is the additional mode, through additional mold wall, only a small amount of deformation, the diameter of the tube is slightly expanded, can reduce off the rod off the rod force; can also be used to roll two four-mode show rolling off the stick. (5) expanded diameter extubation, the tube wall thickness decreases, the diameter increases, some shortening of the length of the tube; the tube stationary rod driven mandrel from the tube by flaring extubation.
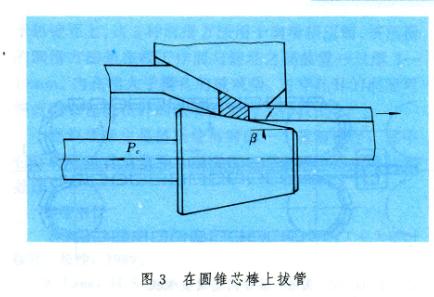
In order to overcome the disadvantage of this method of the conventional cold drawn, and continuously developed the following extubation methods: (1) (Fig. 3), tapered mandrel extubation Tie force P c small compared with the generally shorter mandrel .
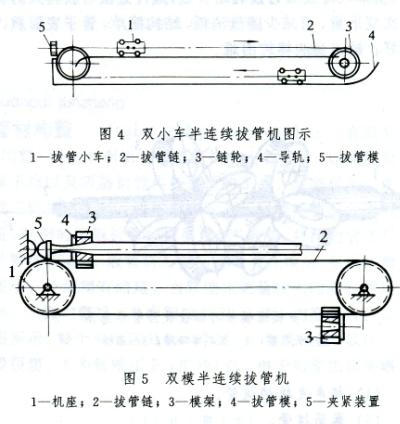
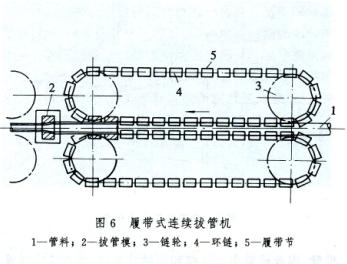
(2) semi-continuous and continuous extubation. Linear pulling machines are intermittent work, pulling a tube need to wait for the car to return to unplug a pipe. Therefore developed a semi-continuous and continuous extubation. Semi-continuous cold drawn tube has two forms. One is using a double moving the extubation trolley (Figure 4), extubation trolley is fixed on the kinematic chain, and along with a certain shape to the guide rail running. Upper extubation car pull out a tube before extubation lower car to reach the center rack and clamp a tube pulling system. Another is pulling system for mobile dual mode semi-continuous extubation extubation machine shown in Figure 5.
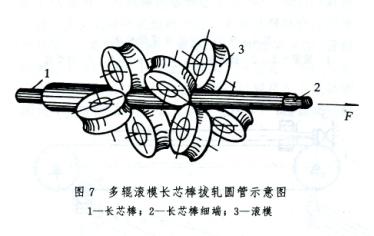
Continuous extubation machine crawler (Figure 6) and double trolley reciprocating. The crawler of extubation machine by the front end fitted with several extubation mold rack. Rack up and down both sides are equipped with a ring chain ring chain shaft filled crawler section, used to compress the tube forced fed extubation mode. Such continuous extubation machine can be free of the mandrel and the long mandrel drawing, the yield can be improved compared with ordinary extubation machine 3 times; problem is easy to produce a longitudinal wall thickness unevenness in the absence of a mandrel drawing The use fixed mold resistance, high energy consumption, poor surface quality of products as well as off the stick difficulties. There is also a double car reciprocating continuous extubation, for non-mandrel drawing see even the welding even pulling Precision tube.
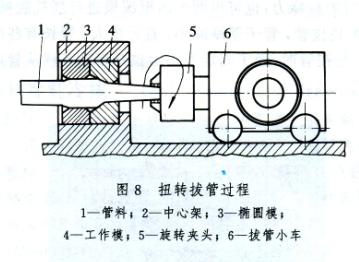
(3) long the mandrel roller die drawing the circular tube process (Fig. 7). Beijing University of Science and Technology, China and the success of the multi-roll rolling mode long mandrel drawing tube process: Before pulling system tube head necking with mandrel tapered transition zone match to stuck pipe. Then insert the the mandrel roller die, and so the a long mandrel fine end. Stubbs made drawing machine the jaws bite mandrel thin end of a straight line, and tube and mandrel is pulled from the roller die to achieve pipe less wall extending deformation becomes simple cold drawn for pulling rolling binding assay. This method to obtain a large amount of deformation of the pass, the energy consumption can be reduced, the structure is simple, and the surface quality of the tube; disadvantage is off rod more difficult.
(4) ultrasonic vibration extubation.
(5) rolls extubation.
(6) pull pipe temperature.
(7) cold drawn pipe rotation mode.
(8) anti Rally extubation.
(9) reversing extubation that reverse the pull system in the drawing at the same time so that the tube. The pull tube Flatness straightening process can be omitted. For drawing process is shown in Figure 8. The pipe material by a drawing placed on the the oval mold 3 in the central frame 2 (used to prevent the tube to rotate) and the die 4. Rotation of the chuck member 5 on the aid extubation trolley 6, torque is applied to the tube after a deformation zone, it produces the torsion tube twisting to prevent the bending.
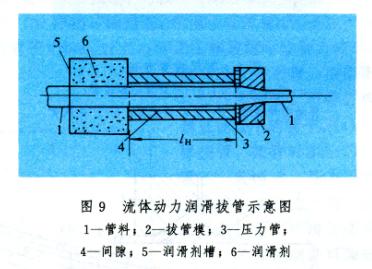
(10) the hydrodynamic lubrication extubation. Figure 9 is a schematic diagram of the hydrodynamic lubrication extubation. Extubation before extubation mold install a pressure tube, the pressure tube has a certain length l H , only a small gap exists between the material the outer surface of the inner wall of the tube. For drawing process, the lubricant is carried by the forward movement of the pipe by the pressure before the pipe reaches the deformation zone. Small pressure tube gap between the inner wall of the pipe surface for drawing with the pipe leaving the lubricant of the deformation zone and less, therefore, be strong squeeze pressure of the lubricating film lubricant pressure tube P gradually increases, the hydrodynamic effect, which is to establish the physical basis of hydrodynamic lubrication for drawing. Before the deformation zone, the pressure of the lubricating film is reached sufficient to separate the pipe surface and the mold wall, so that between completely filled with a lubricant, to form a liquid friction, this can greatly improve the lubrication conditions, and to reduce drawing force to improve the amount of deformation of the pass as well as to reduce mold consumption purposes.
The basic conditions of hydrodynamic lubrication extubation: There is a pressure tube, with a certain length of drawing speed, the use of high viscosity lubricant. The hydrodynamic lubrication mainly used without mandrel extubation.
Are two conventional pipe cold rolled cold rolling mill, two-roll cold rolling mill and multi-roll (typically 3 to 4 roll) cold rolling mill.
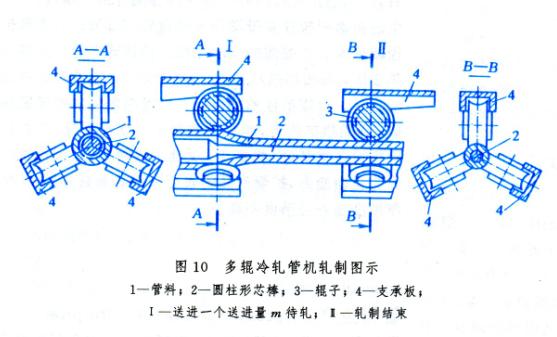
The invention of multi-roll cold rolling mill former Soviet All-Union Institute of Metallurgical Machinery Science. Due to the small diameter of the roll, the rolling force is smaller, metal and tools rolling unit pressure and roll elastic deformation is small, coupled with a backup roll mill rigid, the applicable rolling thin-walled and especially thin-walled precision tube minimum wall thickness of 0.03mm (see thin wall pipe production); drawback is the small amount of pass deformation and low productivity. Taken the wire rolling can improve the productivity of 50% to 70%. Multi-roll cold rolling mill works as shown in Figure 10. When rolling rack reciprocating movement together with the roll. Limit position (Figure I) when the working rack is reached, pipe materials by means of a specialized feed mechanism fed to the rolling direction, a feed amount m, and then due to the forward movement of the rack, the rolls also produce rotation, and the roll neck rolling along the support plate, the special shape of the support plate so that the grooved radius gradually decreases the pipe material feeding portion is of reduced diameter and wall thickness mash. The cylindrical mandrel the tube material during the rolling process in the axial direction is not moving (is specifically means locking). The end of rolling when the work rack reaches the front limit position (Figure II), and simultaneously rotation angle of the tube material, so that the cross-sectional view of the tube part processing. After work rack reverse movement, ran over the section of pipe subjected to further finishing, and since the original opening part of the metal in the show rolled on the mandrel corresponding to pass. Metal lateral flow tube inner diameter increases, so that the inner surface of the part of the pipe work cone from the mandrel to create the conditions for the next feed tube material, so full-length repeated until the pipe material was rolled last.
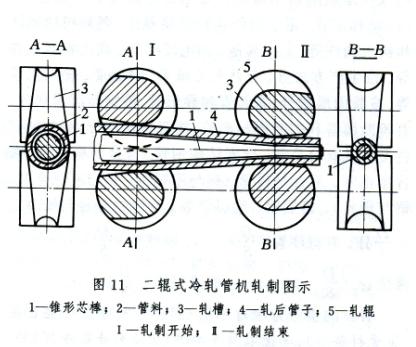
The two-roll cold rolling mill is widely used in the cold rolling mill. The advantage of the large deformation of the pass, the the extension coefficient can reach 14 to 18; shortcomings make it difficult for the roll pass, high investment in equipment, the rolling pipe size accuracy better multi-roll cold rolling mill. Two-roll cold rolling mill works (see Figure 11) as multi-roll cold rolling mill, which is the difference between: a two-roll cold rolling mill roll pass with variable cross section two, instead of three to four pass the same cross-sectional dimensions of the roller and the use of tapered mandrel.
In order to overcome the inherent shortcomings of the conventional cold rolling mill, we developed the following processes and equipment:
Take a multi-line, high-speed rolling ring pass (1) in the traditional cold rolling mill (see cold-rolled tube tool) to reduce the roll diameter change rack reciprocating reciprocating roll box (rack mount) in order to reduce the mass of the moving member, to reduce energy consumption and to increase the rolling speed. Developed a new two-roll cold rolling mill with a backup roll. Double row roller and multi-row roller on a multi-roll cold rolling mill.
(2) Planetary cold rolling mill, has been applied to cold-rolled non-ferrous metal pipe.
(3) continuous cold rolling pipe machine, this mill has a high yield and, pass large deformation, rolling rhythm short time, the advantages, but there are also unequal size, along the length of the tube mandrel length, requirements and manufacturing difficulties, as well as a high investment in equipment and other shortcomings. Continuous cold rolling mill for pipe cold reduced diameter (see pipe cold Reducing).
Note: If you feel that the pipe cold rolled cold drawn information is helpful to you, you can share with your friends about!

