
Seamless steel pipe cold drawn cold rolled pass calculation
Home >
-
API steel pipe
- API steel pipe
- API steel casing pipe
- Casing and Tubing
- API drill pipe
- API5L steel pipe
- Oil pipeline
-
Carbon steel pipe
- Carbon steel pipe
- Welded steel Pipe
- seamless carbon steel pipe
- Petroleum Casing Pipe
-
Alloy steel pipe
- astm a 335 gr p22
- alloy steel pipe l555
- 25crmo4 alloy steel pipe
- alloy pipe a335 p11

One of the Top 500 enterprises in China foreign trade
QCCO was approved as a member of “China Association for Contracting Projects Abroad “and granted a membership certificate on Sep 28,2005; “Credibility Rating AAA certificate in Foreign Trade” was granted to QCCO by China Shippers’ Association
Standards: APL 5L,
Outside diameter: 17.1 to 610mm
thickness: 2 to 40mm
Steel Grade: A53 A106 H40 K55 J55 N80-1/Q L80-1 C90 T95 P110 M65 Q125 X42 X52 X60 X65 X70

| Product Name | Carton Steel Seamless Pipe |
| Standard | API, ASTM, AISI, EN, DIN, JIS |
| Material |
A53 A106 S45C, SS400, 12Cr1MoVG, 16Mn, A335(P1, P91)ASTM-A192, ASTM-A106, ASTM-A53 Q125 X42 X52 X60 X65 X70 |
| Application | Industry, Structure, Petroleum, Transport gas, Making machine part and so on |
| Wall Thickness | 2 to 40mm |
| Outside Diameter |
17.1 to 610mm |
| Lenght | 6m, 5.8m, 12m or be required |
| Price Term | FOB, CFR, CIF |
| Payment Term | FOB, CFR, CIF |
| Delivery Time | Within 30days after receive the deposit. |
| Package | bared, bundled, wooden box packing for export standard packge |
Type of End Finish: PNU- Plain end, non upest, extral thickness, thread and coupling.
Seamless steel pipe cold drawn cold rolled pass calculation
The process to develop the production of cold rolled cold drawn pipe (see pipe cold cold drawing unit) and deformation procedures. Products into the production process, it must deformation parameters and processing equipment selection pipe cold cold drawing unit has a clearly defined program of this work is the preparation process as a basis for the organization of production and operation, table. According to the cold working process procedure table can be divided into pulling a tab (cold drawn deformed) and rolling table (cold deformation) and rolling and pulling a tab (using cold-rolled cold drawn two ways deformation) pipe cold rolled cold drawn production features multi-process and cycle, many varieties, in order to make the production a reasonable and orderly manner, the preparation process schedule is very important. The process program table of contents include: the size of the pipe material, deformation and pass, pass deformation and deformation pipe size, selection of processing equipment, auxiliary processes and tooling type, etc.. Preparation process procedures table, according to material processing characteristics and the technical condition of the tube, but also must take into account the specific conditions of production. Cold drawn cold rolled unit have developed according to their own conditions of production process procedures table, and in the production practice constantly revised and improved.
Cold working the way the configuration used by cold-rolled and cold-drawn, the configuration can have a single cold-rolled, the single cold drawn and cold-rolled cold-drawn combine three kinds of programs.
(1) a single cold rolling program. And cold-drawn, cold-rolled deformed state of stress is good, pass large deformation, to reduce intermediate process and shorten the production cycle, reduce consumption and reduce the cost of high-alloy steel tubes suitable for processing plastic and the difficult deformation of non-ferrous metals . The disadvantage is the low productivity, and less flexibility in production.
(2) The combination of cold-rolled cold-drawn program. A reasonable solution to cold working pipe, cold rolled cold drawn combination of flexible benefits play a large amount of cold deformation and cold drawing production, in order to reduce the process to shorten the production cycle, improve productivity and expand the variety. Pipe material in a cold rolling mill rolling to a constant wall or fixed wall pass, then pull system, using a combination of cold-rolled cold drawn program, until refined passes.
(3) a single the cold drawing program. Pass deformation of cold drawn small deformation passes, intermediate process, long production cycle, the consumption of metals and auxiliary materials, a single cold drawing program is not the optimal solution. But the the extubation machine structure is simpler than the cold-rolling mill, less investment, operation easy to grasp, tool manufacture and easy to change, production flexibility, higher productivity. Therefore, using a single the cold drawing program to processing carbon steel, low-alloy steel pipe and general non-ferrous metal tube in the actual production of a wide range of applications.
The choice of pipe material size cold working pipe production tubing size (diameter and wall thickness) determine the deformation passes, finished and dimensional accuracy and surface quality. Possible use of the premise can guarantee the quality of the finished tube close to the finished size of the pipe material. Minimum wall thickness of the pipe material should be able to ensure that the tube wall thickness of the pipe material and finished (ie the total reduction the wall amount) can eliminate surface defects of hot-rolled tube surface threaded Road, zoned Road, improve uneven wall thickness, to obtain the size tolerances and surface quality to meet the requirements of the pipe. In the production of cold-drawn tubes, cold drawn the smallest amount of total reduction wall and generally 0.5 ~ 1mm. May also be on the finished tube quality (dimensional accuracy and surface quality) requires high amount of total reduction wall get bigger. May supply conditions, the diameter of the pipe material is generally larger than the diameter of the finished pipe 5 ~~ 20mm. Mainly on account of less diameter amount with the relationship of the amount of reduction wall deformation that there is a certain amount of reduction wall must have the appropriate amount of reducing, in order to ensure a smooth metal deformation.
Select cold-rolled tube material cold drawn the principle is basically the same, but will have to consider in determining the tube material and intermediate pipe size to meet the requirements of the cold rolling mill pass system.
Pass deformation amount of choice that is to determine the degree of deformation of each machining pass compression ratio (cross-sectional extension coefficient), reduced diameter and reduced wall of amount. Should select a large amount of pass deformation, when conditions permit, in order to reduce the processing passes. To consider when you select the cold rolling mill pass deformation amount the mill main components of strength, material plastic pipe quality requirements. The dimensional accuracy of the pipe in the actual production, the surface state, and the life of the tool often become restriction factors of the amount of deformation of the pass. In order to ensure the production and quality, should take a small amount of deformation of the finished product passes. In the multi-roll cold rolling mill on pass deformation amount (especially reducing the amount) than the two-roll cold rolling mill small.
Select drawing machine pass deformation of influencing factors: cold working properties of the metal (including the strength and ductility of the metal), tube body strength (pull system can not pull off phenomenon), the extubation machine capabilities and optional pull system (see pipe cold rolled cold drawn) and mold type (see cold drawn tube tool). Factors should be considered when you choose to pull the system passes the amount of deformation: how many pass even pulling (the middle of the pass without heat treatment), heat treatment, pickling, lubrication quality is good or bad.
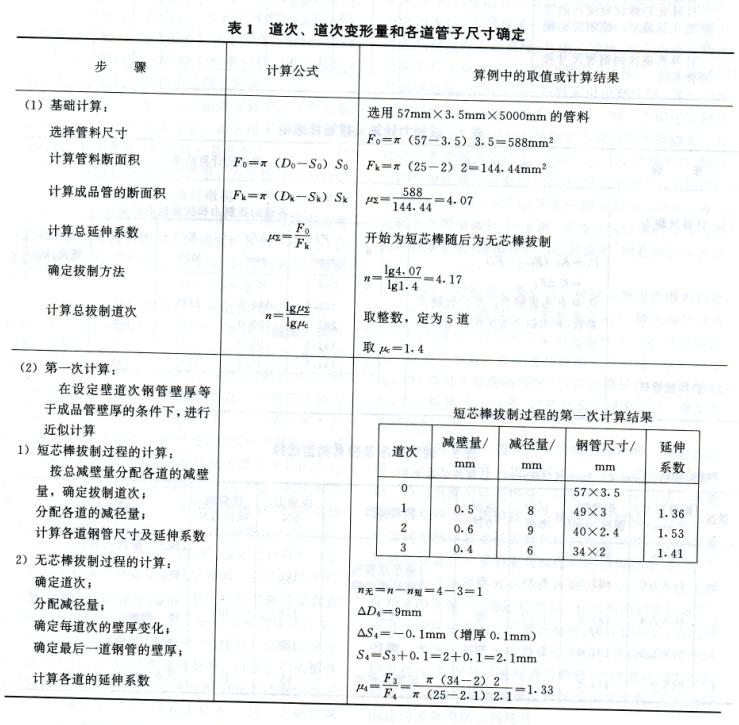
Determine the deformation of the deformable passes passes is determined as follows:  wherein
wherein  grounds pipe material processing to the total extension coefficient of the finished product
grounds pipe material processing to the total extension coefficient of the finished product  ; F 0 for the tube material the cross-sectional area; F k for the finished tube cross-sectional area; μ c is an average extended coefficient.
; F 0 for the tube material the cross-sectional area; F k for the finished tube cross-sectional area; μ c is an average extended coefficient.
Rolled pulling association scheme can be based on the specific conditions of the unit in the cold rolling mill and cold drawn tube machine configuration and the cold rolling mill has a pass system, determined by the cold-rolled into cold-drawn intermediate tube size, were calculated and then cold-rolled and cold-drawn pass both, and shall be the total deformation passes.
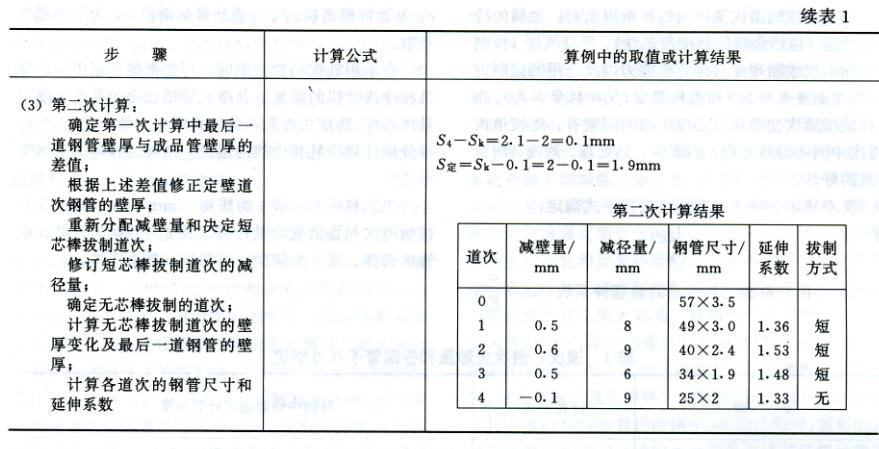
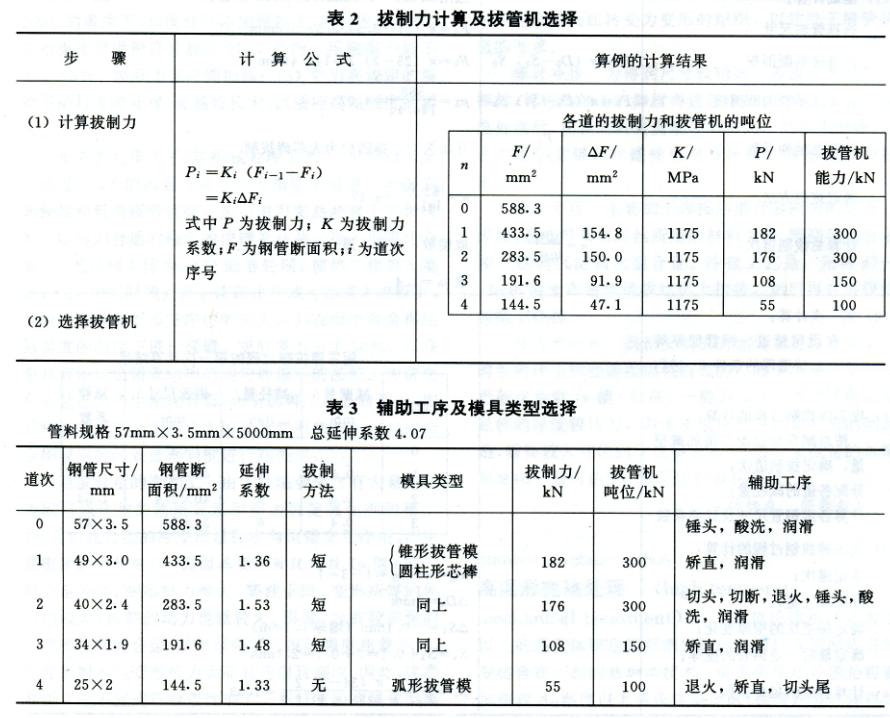
The process procedures exemplar a pulling system 25mmx2mm boiler tubes for drawing passes and the amount of deformation of the Road. Table 2 the drawing force calculation and extubation machine select. Table 3 as a secondary process and mold type selection.
上一篇:Seamless steel pipe cold drawn cold rolled pass calculation

